佛山基恩士PLC编程外包
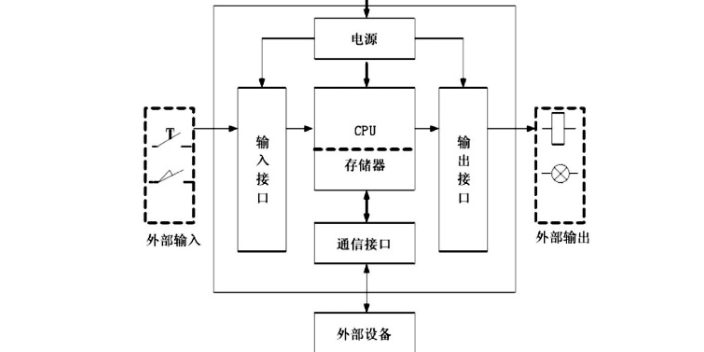
什么是PLC系统,PLC系统基础PLC的发明取代了传统的控制面板,其操作依赖于基于工业控制系统中的定时器的电磁逻辑继电器。PLC能够连续监测来自传感器的输入,并根据程序产生输出决定以操作执行器。每个PLC系统至少需要这三个模块:一、CPU模块二、电源模块三、一个或多个I/O模块CPU模块CPU模块由一个处理器及其内存组成。处理器负责进行所有必要的计算和数据处理,接受输入并产生适当的输出。内存包括ROM和RAM内存。ROM存储器包含操作系统,驱动程序和应用程序,而RAM存储用户编写的程序和工作数据。这些PLC使用保持性存储器来保存电力供应中断或失败时的用户程序和数据,并恢复用户程序的执行。因此,这些PLC不需要每次都使用键盘或显示器来重新编程处理器。保持性存储器可以使用长寿命电池,EEPROM模块和闪存方法来实现。总线或机架在一些模块化的PLC中,在CPU和其他I/O模块等所有模块插入相应插槽的电路背板中提供了总线或机架。该总线使CPU和I/O模块之间的通信能够发送或接收数据。该通信是通过根据总线上CPU模块的位置寻址I/O模块来建立的。假设,如果输入模块位于第二个插槽中,则地址必须是I2:(作为第二个插槽的个通道)。某些总线为I/O模块电路提供必要的电源。PLC采用了可编程序的存储器,通过模拟的输入和输出,控制各类型的机械或生产过程。佛山基恩士PLC编程外包
东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。plc编程的重点是模拟原有的作业流程,将控制过程由程序运行来完成。所以内容就是对工艺的程序描述。因此需要熟练掌握PLC程序语言和基本的功能实现。PLC语言分梯形图和语句及功能图三种。常用的是梯形图,这个适合用于基本逻辑描述,语句表适合对数据加工用,相对难理解些。功能图的适合步进类型的状态功能描述,用的不多。自学的话需要安装相应的软件,各个厂家的有很多不同点,但是都类似。其次要对基本电气逻辑控制有一定的了解,第三就是不断自己模拟编程进行练习,就是在网上找相关的程序自己研读,搞清楚其中的逻辑过程,并自己从新再编辑一次,如此就能有一定的了解了。然后就是不断的实践,增强能力。自学PLC需要具备的条件应该如下:1、你要学习编程软件的PLC。东莞永宏PLC编程外包企业我们本着“技术创新、诚信务实”的企业精神将为广大客户提供更好的PLC控制系统、编程外包等。
IEC1131-**LC有五种标准编程语言:梯形图语言(LD)、指令表语言(IL)、功能模块语言(FBD)、顺序功能流程图语言(SFC)、结构文本化语言(ST)。这五标准编程语言,十分简单易学。梯形图语言梯形图语言是PLC程序设计中常用的编程语言。它是与继电器线路类似的一种编程语言。由于电气设计人员对继电器控制较为熟悉,因此,梯形图编程语言得到了的欢迎和应用。梯形图编程语言的特点是:与电气操作原理图相对应,具有直观性和对应性;与原有继电器控制相一致,电气设计人员易于掌握。梯形图编程语言与原有的继电器控制的不同点是,梯形图中的能流不是实际意义的电流,内部的继电器也不是实际存在的继电器,应用时,需要与原有继电器控制的概念区别对待。指令表语言指令表编程语言是与汇编语言类似的一种助记符编程语言,和汇编语言一样由操作码和操作数组成。在无计算机的情况下,适合采用PLC手持编程器对用户程序进行编制。同时,指令表编程语言与梯形图编程语言图一一对应,在PLC编程软件下可以相互转换。图3就是与图2PLC梯形图对应的指令表。指令表编程语言的特点是:采用助记符来表示操作功能,具有容易记忆,便于掌握;在手持编程器的键盘上采用助记符表示,便于操作。
协豪科技有限公司的价值观是“诚信、创新、专业、服务”,在与客户长期的合作中,我们始终以“专业的技术、快捷周到的服务、合理的价位、良好的沟通协作”的经营理念贯穿公司的整个经营活动。协豪科技公司凝聚了一批专业的技术人员,以专业精湛的技术和优良周到的服务服务于客户,是一个充满朝气,充满活力,团结协作,锐意进取的团队,在同行业及广大用户中赢得了良好的信誉。为您提优良的PLC编程外包服务、安装与调试、技术咨询等服务。现代的PLC不仅能进行算术运算、数据传送、排序及查表等操作等,它还具有很强的数据处理能力。

体现在容量和运算速度上)但大的区别还是体现在编程软件的思路和结构上个人认为三菱(日系的中品牌)PLC的软件至少落后西门子5年以上。大中型的暂且不说,就拿三菱比较有优势的小型机FX系列和西门子S7-200系列比较。1、三菱的编程软件从早期的FXGPWIN到近期的(我所知道新的),和所有的日系品牌一样,该软件的编程思路是自上而下的单一纵向结构,而西门子的MicroWIN则是纵向和横向兼备的结构,而且子程序支持局部变量,相同的功能只需要编一次程序即可,减少了开发难度和时间。2、S7-200一直以来支持强大的浮点运算,编程软件直接支持小数点输入输出,而三菱直至近年推出的FX3U系列才有此种功能,以前的FX2N系列的浮点功能都是假的。3、S7-200的模拟量输入输出程序非常简单方便,AD、DA值可以不需编程直接存取的,三菱的FX2N及其以前的系列都需要非常繁琐的FROMTO指令。FX3U如今倒支持此功能了,但足足晚了五年甚至更多。4、CPU226和CPU224XP,标准配置2个485口即PPI口,大通讯速度FX3U之前的所有系列都是一个可怜的422口,而且速度是。如果需要连个智能仪表什么的则必须另购FX2N0-485BD等特殊模块。5、CPU226的程序容量20K,数据容量14K,FX2N总共才8K.后来的3U倒是有所改进。PLC编程外包是一种数字运算操作的电子系统,专为在工业环境下应用而设计。佛山基恩士PLC编程外包
PLC程序开发、改造,承接电气自动化外包项目。佛山基恩士PLC编程外包
plc编程的重点是模拟原有的作业流程,将控制过程由程序运行来完成。所以内容就是对工艺的程序描述。因此需要熟练掌握PLC程序语言和基本的功能实现。PLC语言分梯形图和语句及功能图三种。常用的是梯形图,这个适合用于基本逻辑描述,语句表适合对数据加工用,相对难理解些。功能图的适合步进类型的状态功能描述,用的不多。自学的话需要安装相应的软件,各个厂家的有很多不同点,但是都类似。其次要对基本电气逻辑控制有一定的了解,第三就是不断自己模拟编程进行练习,就是在网上找相关的程序自己研读,搞清楚其中的逻辑过程,并自己从新再编辑一次,如此就能有一定的了解了。然后就是不断的实践,增强能力。自学PLC需要具备的条件应该如下:1、你要学习编程软件的PLC(比如西门子,台达,欧姆龙等等)一台,各个品牌的PLC其编程软件都略有不同,所以学什么软件就备什么PLC。2、比较好备用一台hmi(人机界面),因为PLC往往需要做一些组态控制,没有这个还真不好实现,当然现在二合一的很多,你可以备一个二合一的设备比较好。3、plc编程软件和HMI编程软件一套4、相关电路设计知识。plc学会了做什么工作?可以应聘:PLC控制设备的调试技术人员,PLC控制设备的开发设计师。佛山基恩士PLC编程外包
上一篇: 佛山汇川电气技术支持软件
下一篇: 佛山三菱PLC编程外包好不好